WHAT WAS THE PROBLEM?
Our customer came to us because of ongoing issues with one of their conveying routes transferring finished product to the bulk outloading bins. The existing transfer system included two trough bottom chain and flight conveyors to reach through a wall, to the bulk out loading elevator.
The product conveyor had been needing regular repairs over time due to wear of the casing and the angle of the conveyors causing the chain to break. It had also been struck multiple times by a forklift truck because the tail end of the conveyor was too low, meaning that there was not adequate clearance for the fork truck to manoeuvre. This meant that our customer had to repeatedly spend time on welding and patching repairs.
This series of issues had, over time, caused significant down time and financial costs for the repairs.
WHAT WAS OUR SOLUTION?
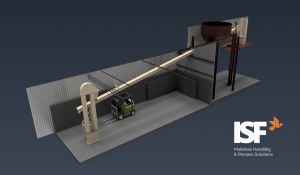
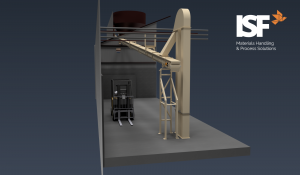
Working with the client, our engineers discussed a solution to replace the transfer system with one conveyor by raising the tail end. We completed a site survey and modelled the proposal using Autodesk Inventor so that we could demonstrate the feasibility of our design to the client.
We then fabricated a bespoke conveyor in our workshop. After surface finish was applied to all the parts, they were assembled and tested in house. They were then delivered to our customers premises ready for installation.
Our expert site engineers fitted the conveyor during a planned shut down and completed the installation within the agreed timescale. This meant the plant was back operational as planned and there was no impact to the outputs of the mill.
THE RESULT
This solution provided improvements that reduced the likelihood of the conveyor being struck by the forklift truck, and in turn would reduce the inclination angle to reduce wear to the casing and strain on the chain, improving its overall productivity. By changing the design of the transfer route from two conveyors to one, we also reduced energy and maintenance costs, as there is now only one drive unit, saving the client ongoing costs.
Check out the great feedback we received from our customer below:
“Your RAMS are the most comprehensive I have seen, the build quality from your fabrication team is first-rate and your installation team of Steve, Scott, David, and the young apprentice completed the task in a professional and timely manner with great communication throughout. The place was left tidier than when they arrived!”